


在现代高速包装生产线上,时间就是成本,效率就是竞争力。每分钟上百袋的产品源源不断从包装机流出,如何确保每一袋都重量合格、不出差错,同时不影响主线运行速度,是众多食品、日化、药品企业共同面临的课题。带推杆剔除的自动检重秤,正是为解决这一难题而生——它将检测与剔除两个动作无缝衔接,让不合格品在无人干预的情况下自动离队,为连续生产筑起一道可靠的质量防线。
精准检测,不放过任何一袋异常
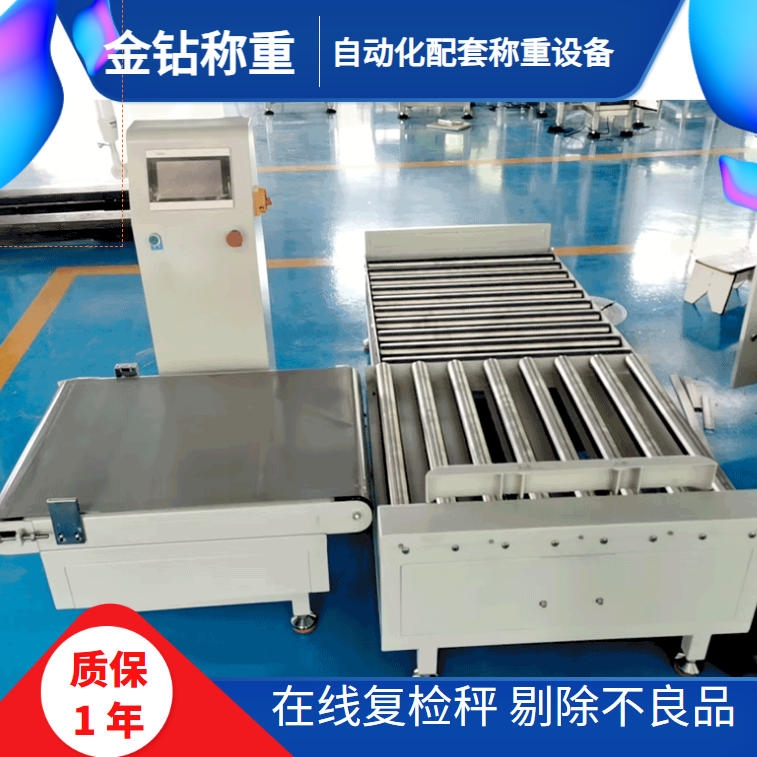
设备首先以高精度动态称重模块为核心,对每一袋通过的产品进行实时重量采集。无论是缺粒少片的药板、灌装不足的洗发水,还是空袋漏料的薯片,只要重量偏离预设阈值,系统便会在毫秒级时间内做出判断。这一环节替代了人工肉眼抽检的滞后性和不确定性,实现了真正意义上的100%全检。
高速剔除,不干扰主线正常运行
检测到不合格品后,真正的考验在于如何将其“请"出产线而不影响后方正常产品的流动。推杆剔除机构在此刻发挥作用:系统根据皮带速度和产品位置,精确计算剔除时机,气动推杆在瞬间横向推出,将不合格品精准推入侧边收集箱。整个过程干净利落,正常产品不受任何干扰,生产线保持连续流畅运行。相比人工伸手拣货容易导致的拥堵、漏拣,推杆剔除的稳定性和效率优势显而易见。


减少人工依赖,提升卫生与安全水平
对于食品、药品等行业而言,减少人工接触产品不仅是效率考量,更是卫生安全的硬性要求。推杆剔除实现了不合格品处理的自动化,操作人员不再需要驻守在高速运转的皮带旁紧盯产品,只需定期巡视设备、收集剔除箱中的不合格品。这不仅降低了劳动强度,也避免了因人员疲劳导致的漏检风险,同时满足了客户验厂对生产过程卫生控制的严格要求。
数据积累,为工艺改进提供依据
每一次剔除都不是孤立的动作。系统自动记录不合格品的数量、类型(欠重或超重)以及发生时间,形成可追溯的质量数据。这些数据能够帮助企业分析前道包装设备的运行状态:如果某台包装机在特定时段空袋率上升,便可针对性排查供料系统或封口机构,将问题解决在萌芽状态,从源头提升设备运行稳定性。
带推杆剔除的自动检重秤,让检测与剔除不再割裂,让不合格品在无人干预的情况下悄然离队。它推走的是问题产品,留下的是稳定运行的产线、持续提升的效率和值得信赖的产品品质。对于追求精益生产和质量的现代企业而言,这正是自动化升级路上一个实用而可靠的选择。

© 2018 苏州金钻称重设备系统开发有限公司
备案号:苏ICP备11042174号-2 技术支持:化工仪器网 GoogleSitemap 总访问量:701718 管理登陆